Why Choose Cummins Diesel Engines for Heavy Industrial Use?
Selecting a primary power source for industrial machinery is a decision that dictates long-term operational costs, uptime, and project viability. In the world of construction, mining, and heavy-duty manufacturing, Cummins has established a dominant presence. However, for project managers and OEM engineers, the question isn’t just about brand recognition—it’s about the underlying engineering logic that justifies the investment.
When evaluating why choose Cummins diesel engine technology, the answer lies in a combination of high power density, global emissions compliance, and a modular architecture that simplifies integration into diverse platforms like excavators, cranes, and power generators.
Technical Superiority: Engineering for the Industrial Duty Cycle
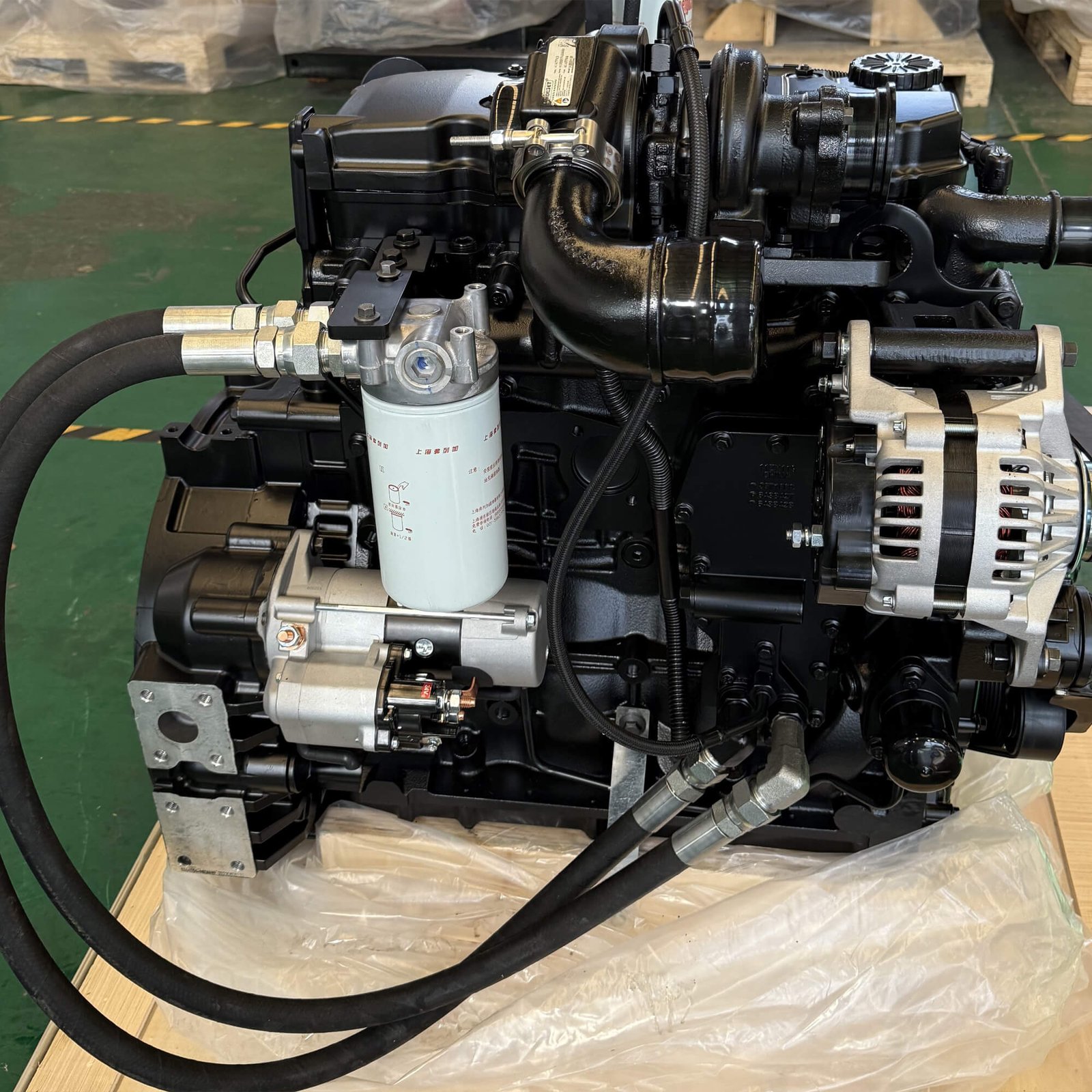
Industrial environments are characterized by variable loads, high dust intake, and extended idling periods followed by peak power demands. A standard automotive-grade engine would fail under these thermal stresses. Cummins engines, particularly the QSB, QSL, and QSX series, are engineered specifically for high-intensity duty cycles.
One of the core reasons for their reliability is the high-pressure common rail (HPCR) fuel system. This technology allows for multiple injection events per cycle, which results in a cleaner, more efficient burn. For the operator, this translates to immediate throttle response and significantly higher torque at lower RPMs—a critical factor for construction machinery that must lift or move massive loads from a dead stop.
Furthermore, the structural integrity of the engine block is designed to handle high cylinder pressures. By utilizing high-strength cast iron and forged steel components, these engines maintain structural alignment even under extreme thermal expansion and contraction.
Versatility Across Construction and Machinery Applications
The adaptability of Cummins power plants is evident in their widespread use across the construction sector. Whether it is a compact loader or a massive crawler crane, the engine’s footprint and mounting flexibility allow for seamless OEM integration.
According to technical specifications from Kangjin Power’s construction machinery engines, the integration of Cummins units into machinery like pavers, rollers, and excavators is driven by:
Integrated Electronic Control Modules (ECM): A single, high-capacity ECM manages the engine and the exhaust aftertreatment, ensuring peak performance regardless of ambient temperature or altitude.
Cooling System Optimization: Industrial Cummins engines are designed with side-mounted or front-mounted cooling options, allowing equipment designers to optimize airflow within the machine’s chassis.
Power Take-Off (PTO) Capability: These engines provide multiple PTO locations, enabling the drive of hydraulic pumps and auxiliary systems directly from the engine, reducing the need for complex external gearboxes.

Global Emissions Compliance Without Compromising Performance
For international industrial projects, compliance with EPA Tier 4 Final and EU Stage V regulations is non-negotiable. Many manufacturers struggle to meet these standards without adding excessive weight or reducing fuel efficiency. Cummins solves this through their “Single Module” aftertreatment system.
Unlike older designs that required bulky separate components, the modern Cummins aftertreatment is up to 40% smaller and 20% lighter. It effectively manages Particulate Matter (PM) and Nitrogen Oxides (NOx) using a combination of Diesel Particulate Filters (DPF) and Selective Catalytic Reduction (SCR).
The real benefit for the end-user is “passive regeneration.” Cummins engineering allows the engine to run hot enough to oxidize soot during normal operation, virtually eliminating the need for stationary regeneration cycles that lead to downtime on the job site.
Total Cost of Ownership (TCO) and Lifecycle Value
If you look at the initial purchase price, a Cummins engine may carry a premium over regional alternatives. However, when analyzed through the lens of Total Cost of Ownership (TCO), the economic case becomes clear.
Fuel Economy: The XPI (Extreme High Pressure Injection) fuel system delivers precise fuel quantities, which can reduce consumption by 3% to 5% compared to previous generations. Over 10,000 hours of operation, these savings can exceed the initial cost of the engine.
Extended Service Intervals: Advanced filtration systems (such as Fleetguard filters) allow for longer intervals between oil and filter changes. This reduces both the cost of consumables and the labor required for maintenance.
Global Parts Availability: In the industrial sector, “down is dead.” Cummins maintains one of the largest global distribution networks. Whether a machine is in a remote mining site in Australia or a construction site in Southeast Asia, genuine parts and certified technicians are usually within reach.
Resale Value: Machinery powered by Cummins engines historically holds a higher residual value in the used equipment market. For fleet owners, this lowers the net cost of the machine over its lifetime.
Environmental Resilience: Working in Extreme Conditions
Industrial work doesn’t stop for weather. Cummins engines are tested in environments ranging from the sub-zero temperatures of the Arctic to the blistering heat of Middle Eastern deserts.
Features like integrated cold-start aids (glow plugs or intake air heaters) and heavy-duty cooling fans ensure that the engine reaches its optimal operating temperature quickly and stays there. The use of synthetic-based lubricants and advanced coatings on piston rings further reduces friction and wear during those critical first seconds of a cold start.
Summary: The Strategic Choice for Industry
Why choose Cummins diesel engine platforms? It is not merely about the horsepower on the spec sheet. It is about the assurance that the engine will start every morning, maintain power under heavy load, and meet the stringent environmental standards of today’s global market. For engineers and procurement specialists, choosing Cummins is a risk-mitigation strategy that ensures machinery remains productive, efficient, and profitable for years to come.
FAQ
1. What makes Cummins engines better for construction machinery compared to standard diesel engines?
Cummins engines are designed with a focus on “torque rise.” This means as the engine encounters a load (like an excavator digging into hard clay), the engine provides more torque as the RPMs drop slightly, preventing stalls and increasing productivity.
2. How does the Cummins Stage V engine help in reducing operational costs?
Stage V engines utilize advanced aftertreatment that requires less Diesel Exhaust Fluid (DEF) and features longer DPF cleaning intervals. This reduces the cost of additives and decreases the frequency of required shop maintenance.
3. Can Cummins engines handle low-quality fuel in remote industrial sites?
While Cummins recommends ultra-low sulfur diesel for modern Tier 4/Stage V engines, they offer “Export” or “Lesser Regulated” versions of their engines specifically designed with robust fuel filtration systems to handle higher sulfur content in developing regions.
4. Are parts interchangeable between different Cummins industrial models?
Cummins uses a modular design philosophy. Many components, such as sensors, filters, and valvetrain parts, are shared across different engine families (like the B-series and L-series), which simplifies inventory for fleet managers.
Reference Sources
Cummins Inc. Technical Documentation: Industrial Engine Specifications
DieselNet: Summary of Worldwide Emission Standards
SGS/ISO Certification: Industrial engine manufacturing standards and quality control protocols.
Kangjin Power Technical Catalog: Construction Machinery Engine Integration Guide

